If, for whatever reason, a company invests in larger silos, one must be aware of problems. The bulk material experiences greater pressure in a larger silo. This means that the properties of the bulk material change in a negative way. It is therefore very important to keep that pressure under control. An important instrument is the wall of the silo. One can apply rings or coat the wall. This article deals with the application of intermediate cones. With a well-designed intermediate cone one can reduce the pressure, the product flows again, and shocks will be a thing of the past.
Bigger silos, bigger problems
Increasing capacities or shorter lead times sometimes require larger stocks of raw materials. For companies that store their raw materials in silos, this means an investment in higher or wider silos. This may lead to problems not experienced before, because the bulk solid experiences greater pressure in a larger silo. This changes the properties of the bulk solid, and usually not for the better. The stored product can break (degradation) or stick together (consolidate), making the flow from the silo more difficult or causing problems for the remainder of the process. High pressure can furthermore give rise to shocking of the installation, malfunctioning vibratory bottoms (leading to poor dosing), and even collapsing hoppers. In order to reduce the pressure in the silo, one must mainly focus on the wall of the silo.
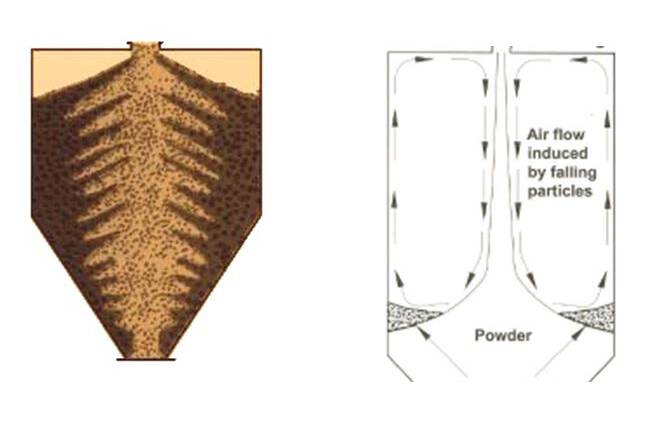
Shocking silos, silo quaking
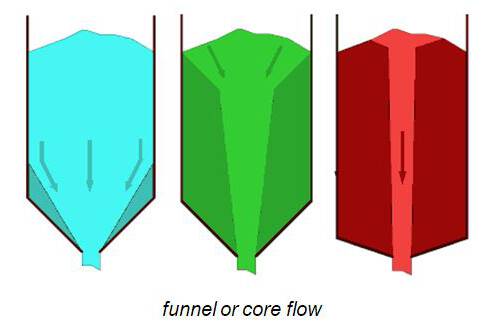
Shocking of a silo can have various causes. A well-known one is the appearance of slip/ stick. As a result of varying wall friction, temporary bridges can form, which can cause severe shocks when they collapse. Another cause for shocks is the reinforcement or deaeration behavior of the product in combination with the geometry of the silo. The change from mass flow to funnel flow in the silo, and irregular outflow due to, for example, an asymmetrical opening or a malfunctioning discharge mechanism, can also cause shocks. In all cases, a higher pressure in the silo gives rise to more and larger shocks. In most cases, the shocks decrease as the level in the silo decreases. There will be level where shocks no longer occur. It is striking that the occurrence of shocks can be related to the history of a batch. For example, in a round silo with milk powder (diameter 9m, height 11m), shocks occurred above a filling of 18 tons if the bunker had previously been completely filled (50 tons). If the bunker had been filled with no more than 30 tons, no shocks occurred at all.
Silo pressure and wall friction
The downward pressure in a container of liquid increases proportionally; the fluid pressure depends only on the level. This is not the case with bulk material. The downward pressure in a silo does not increase proportionally. This is the result of the friction between the product and the wall of the silo. The bulk material ’hangs’, as it were, on the wall, so that the pressure on the bottom is lower than one would expect without wall friction. The pressure development therefore depends on the wall friction, but also on the ratio between surface and circumference of the silo. From this, it can be deduced that high pressure can arise in relatively high or wide silos and in silos with low wall friction. The latter can be caused by the deposition of fat on the wall. This often occurs in silos with animal feed, such as soybean meal. Section 6 of DIN 1055 points to this phenomenon. Low wall friction also occurs when the bulk material has polished the silo wall. This requires 1) a relatively hard bulk material and 2) mass flow in the silo. Another cause of undesirably high pressures in the bulk material is that the silo is used for bulk solids other than the silo was designed for. A change in the properties of a solids (for example the bulk density) can also be a cause.
Methods for pressure reduction in silos
In cases where high pressures have undesirable consequences, the aim will be to reduce pressure. In practice, various methods are used, almost all of which affect the wall (friction). However, one must keep in mind that these methods may be a solution for a particular case, but that they are unlikely to work when a different product is stored in the same silo. After all, the wall friction is product-specific.
A few possible methods for pressure reduction are:
1. Placing rings;
2. Applying mesh strips;
3. Making the silo leaner, for example by dividing walls;
4. Roughening the wall (profiling or coating);
5. Placing inserts in the silo;
6. Applying intermediate cones.
1) Placing rings in the vertical part of the silo is structurally simple. Correct sizing is difficult, however. A ring that is too large can (locally) give rise to funnel flow, as a result of which product remains standing on the rings. This is a problem with perishable product.
2) A related method is to apply strips of mesh in the cylinder. These strips are usually attached to the bottom edge. The same disadvantages apply as the rings. An additional drawback is the construction itself. Due to the high loads, the mesh itself tears or is pulled off from the wall.
3) Creating more cells reduces the diameter and increases the wall area. The effect of this measure is easy to calculate. The addition of partitions has the additional advantage that different types of products can be stored. The disadvantages are mainly in the construction area. The wall must be solid and the silo must often be reinforced at the fixing points. This leads to expensive constructions. A drawback with regard to the flow is that the opening will be located eccentrically.
4) A rougher wall is effective and can generally be achieved relatively cheaply. However, the larger vertically directed wall load must be taken into account. In addition to the risk of dead zones, in which the product remains still, there is a risk that the wall will eventually become smooth again due to wear or smearing of the product.
5) Inserts obstruct the flow of product. They can be formed by plates, cones, funnels, chains, etc. It is known from practice that they cause a large decrease in pressure. The biggest advantage of inserts is that they are often relatively small. However, this is also the main drawback; it is impossible to predict how great the drop in pressure and thus the load on the insert will be. The influence on the flow pattern is also difficult to predict.
6) With intermediate cones, the effect is similar to what happens with the actual cone or hopper of the silo. The pressure in the bulk material decreases, while the load on the wall increases. The pressure drop and the structural load are easy to predict. Because the pressure drop at the top of the cone is greatest, intermediate cones of limited height already result in a considerable reduction. An advantage of intermediate cones and their application is that mass flow is guaranteed. In addition, the ’plug’ of product that slides downwards in the event of mass flow is set in motion again at the location of the intermediate cones. This prevents settling and consolidation. The intermediate cone is small compared to the diameter and easy to assemble.
Design for pressure reduction
The proper functioning of intermediate cones stands or falls with the design. The following aspects are important:
- Measuring the wall friction. Together with the silo’s geometry, this is responsible for the occurring pressure (interrupted line in the image).
- Determining the desired pressure level. In existing situations this is done by determining the fill level above which problems occur. In other cases, measurements of the product’s properties (for example the reinforcement) in combination with the operating conditions can indicate the maximum pressure limit.
- Internal friction: The pressure drop in a cone or intermediate cone depends on the internal friction of the product. This can be determined with the Jenike shear cell.
- If necessary, flow and bridging behavior of the product can be studied. Benink’s arc theory uses the product properties to calculate the pressure drop when using intermediate cones. This allows one to determine the exact dimensions of the intermediate cones.
The more intermediate cones are used, the smaller the summed height and therefore the material use. However, the installation costs also go up.
A few option with a different number of cones are calculated. The construction firm can then choose the optimum number of intermediate cones for each specific situation.
Stick-slip behaviour
Milk and whey powders are known to exhibit stick-slip behavior. One speaks of stick-slip when a product has a clearly different static and dynamic wall friction. This is clearly evident when measuring the wall friction of milk powder. When the sample is stationary, the wall friction is high (stick). Once it starts moving, the friction decreases so that the sample shifts quickly (slip). The product then comes to a stop and the effect repeats itself. Even without measurement, it is already clear for most products that they will show stick-slip behavior. You can feel this when the product is in a plastic bag, for example. If it is squeezed, the product ’squeaks’ during deformation.
Conclusion
The avoidance of high pressure on the product is especially important with products that show stick-slip, such as, for instance, milk and whey powders, or with "fragile", sticky, and "troublesome" products.
When using large mass flow silos or asymmetrical silos, great care must be taken to avoid the negative effects of high pressure. The use of intermediate cones has a number of important advantages, for pressure reduction. The biggest advantage is the predictability. This makes it possible to determine exactly the number and size of the intermediate cones. If large silos are built for fragile products, for example, it is recommended to include intermediate cones during construction. The costs are considerably lower than in the cases where cones have to be installed in an existing silo.