To avoid problems in silos concerning flow, product ageing or decay, silo design is necessary. The design of a silo is based on the most economical case: gravity flow. Wall friction, internal friction and bridging properties determine the applicable hopper angle and opening diameter.
In some cases through the design procedure it is found that a "simple" silo is not possible. This however saves a lot of work and costs.
INTRODUCTION
To prevent flow problems in a silo, proper silo design is necessary.
The most obvious (and the most economical) way of storing bulk solids is in a silo with gravity flow. In this case the silo consists of a cylindrical or rectangular part with a hopper. The hopper lets the product converge to the opening. This simple fact is the direct cause of most problems, such as: unsteady flow, segregation, remaining product, ageing or decay of the product, shaking or quaking of the silo, flooding, or: flow does not occur at all.
For a lot of these problems equipment is available, or a solution can be found through "trial and error".
Of course it is better to prevent these problems. This is possible when design is based on the measured properties of the product. The flow properties of the product must determine the geometry that is used.
Even if an "ordinary" silo is not possible, this becomes apparent in the design process. In this way it does not have to be discovered in practice, after a lot of trouble and costs.
Major issues in silo design
- Flow pattern: mass flow, funnel flow;
- Bridging, arching, ratholing, shaft building;
- Feeding, discharge
Flow pattern
Problems with flow are connected to the occurring flow pattern. In a silo two important flow types can be distinguished: 1) mass flow and 2) funnel flow (rat-holing, or core flow)
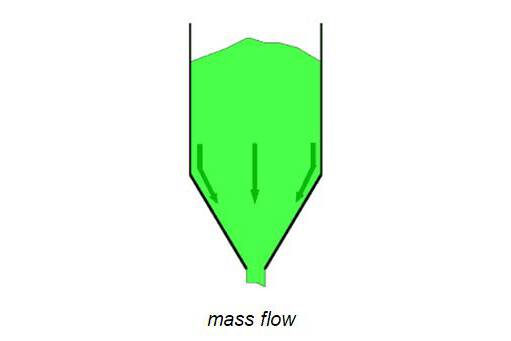
Mass flow
- The whole contents of the silo is moving, as soon as product is distracted from the silo.
- first in - first out;
- little segregation;
- steady flow and a well controllable discharge-capacity;
- no risk of ageing, decay, or contamination;
- possibility of ’following’ product batches with a specific composition.
Disadvantage of mass flow can be that in certain cases silo quaking can occur. When dealing with abrasive products, the silo wall will wear quicker. In general this will not be problem, because of the low flow velocities in a silo.
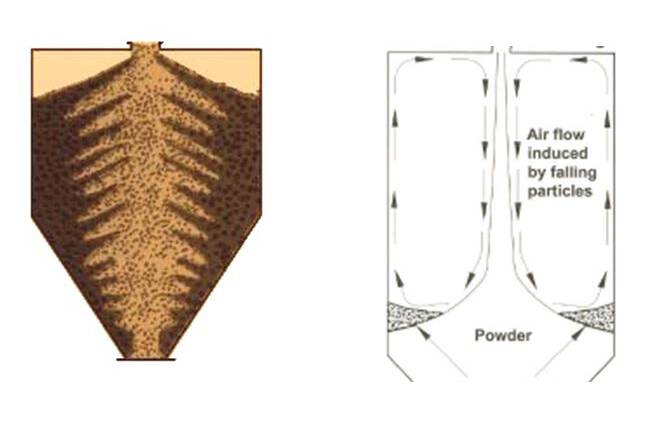
Funnel flow
- The product flows through the core.
- Areas exist where the product is at rest (stagnant zones).
- When the silo is filled again before it is completely empty, ageing and decay of the product will occur.
- If the silo is used for several products, contamination will occur.
- In some case the stagnant zones grow, so that at a certain moment the product only flows from a channel (rat hole) above the opening. Then the risk is great, that flow will stop altogether.
- The collapse of stagnant zones can lead to uncontrollable flow of product (flooding).
For these reasons funnel flow is only applicable for coarse, free flowing products, where ageing or decay is not important.
Desired flow pattern
It may be clear, that in by far the most cases mass flow is desired. Design of the silo must be such, that this type of flow is guaranteed for the product handled.
The flow pattern in a silo depends on:
- the slope angle of the hopper;
- the friction between product and wall;
- the shape of the hopper;
- the internal friction of the product.
Here in general can be stated that mass flow is sooner achieved by a steeper and smoother hopper. The finish of walls and corners must be smooth. Furthermore a hopper with a slot shaped opening is better than a rectangular or round hopper.
Mass flow design
The procedure for the design of a mass flow hopper is as follows:
- The internal friction of the product is measured.
- The wall friction of the product on the proposed wall material is measured.
- On the basis of these data the appropriate hopper shape is determined, and the mass flow angle is calculated.
- When in step 3) no practical solution is found, a coating, lining or other wall material with a lower wall friction might be an option.
- If this is not feasible, vibration of aeration can be a solution.
- If this does not work, then application of a hopper must be abandoned.
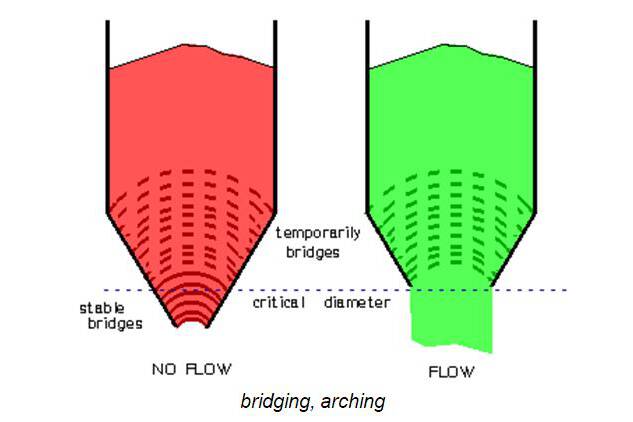
Bridging, arching
If a product is "free flowing" problems with bridging will not occur. An example is sand, provided that the particles are reasonably round and approximately the same size, and that the sand is not moist.
From this it becomes clear that the name of a product is not enough to know what the flow properties will be. Also the conditions play an important role.
Most products are cohesive; particles stick together. This makes that the product is not free flowing, so that bridging can occur in a silo.
Flow in a silo is in fact the continuous yielding of bridges. Bridging is only then a problem if a bridge does not collapse when flow is required. Here two factors are of concern:
- the strength of a bridge;
- the force acting on that bridge.
Strength of the bridge
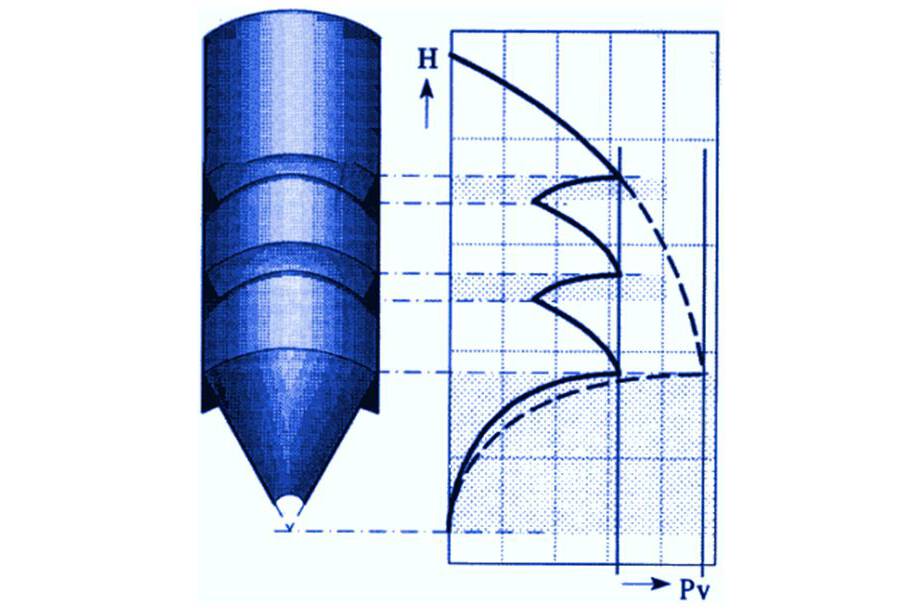
The product in a silo will experience pressure from the above lying product. Through this silo pressure the product gets a certain strength (the unconfined yield strength).
Compare this to forming a snow ball and a "sand ball" with dry sand the latter is not possible. The strength of a product depends on:
- the composition;
- the particle size (distribution);
- the pressure that it has undergone;
- the moisture content;
- the temperature;
- the storage duration.
Especially the last factor is important in practice, as appears from starting-up problems after a weekend.
To calculate the strength of a bridge, the strength of the product must be measured as a function of stress. From the above may be clear that it is important to measure the properties under the applicable conditions.
Force on the bridge
To let the product flow out of a silo, the binding strength of the product must be broken. Stable bridging will not occur as long as bridges that are formed in a closed silo, yield when the opening is free.
Bridges will collapse if the gravitational force is greater than the strength of the product. Products with a low bulk density are therefore more likely to give bridging problems.
Whether stable bridges occur is dependant on the bulk density, the shape of the silo, the wall friction, the internal friction and of course the cohesion of the product. If these parameters are known (measured), then the critical diameter can be calculated. The opening to apply must be greater than this critical diameter to prevent bridging.
Design for bridging
At this part of the silo design the minimum diameter of the opening is determined. The procedure is as follows:
- When different products or conditions are concerned, first the most critical product or condition is determined. This is done with a qualitative tester, with which bridging behaviour can be compared.
- The wall friction and internal friction are measured, and the occurring silo stresses are calculated.
- The bridging properties, i.e. the strength of the product, is measured with the Jenike shear cell, under the applicable conditions, and for different stress levels.
- If applicable the time consolidation is measured, for the period that the product can be at rest in the silo.
- The critical diameter, the diameter where stable bridges can be formed, is calculated.
- If a greater critical diameter is found than an opening that can be used in practice, a solution must be found in the form of bridge breakers, vibrating bottoms, grate bottoms, aeration, etc.
Bridge breakers
Application of solutions that can avoid or break bridges, can be selected based on data available from the design procedure and if necessary from additional tests. For example:
- When applying a bridge breaker it is important to place it at the position where bridging will occur. From the design this diameter is known.
- Recirculation of the product will cancel time consolidation. For a given opening the maximum period of storage can be determined.
- If an aerated bottom is considered, the influence of aeration on the flow properties can be investigated.
With the design method and supporting tests, one can find an optimum solution for each situation.
Feeding, discharge
Not only the silo geometry, also the choice and design of the feeder is of importance in the functioning of a silo. In the above is mentioned that a slot shaped opening helps to create mass flow. This will pose additional demands on the feeder.
A feeder must provide an equal discharge over the area of the opening. If this is not the case then the feeder will cause funnel flow, even if the silo has build for mass flow.
This is illustrated in the following situation from practice:
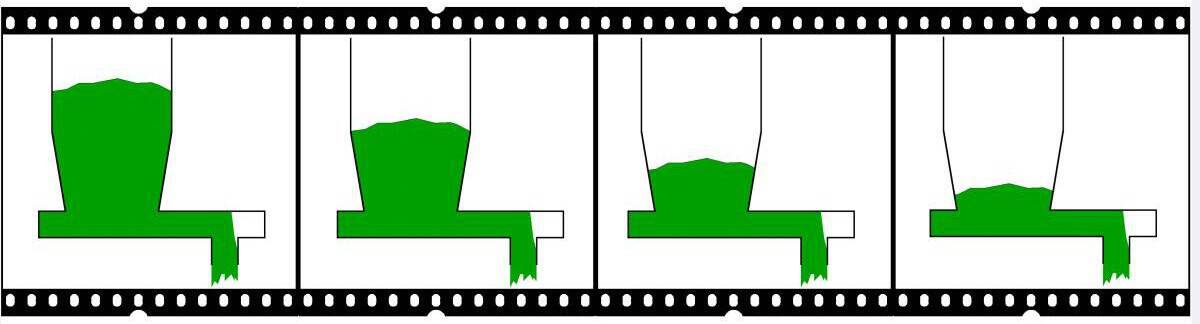
Case: screw feeder
A silo for wood dust and gypsum powder regularly gave flow problems. This resulted in stagnation of the flow, especially after a weekend. Under the silo a screw feeder with a varying pitch was mounted.
After checking of the silo geometry, it appeared that here mass flow would occur.
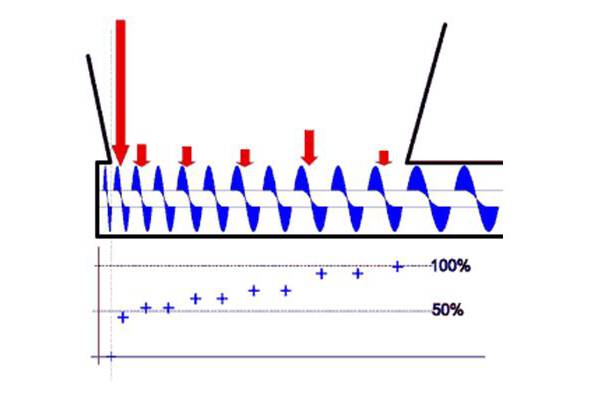
Check of the screw made it clear that it had not been designed properly. The occurring downward velocity of the product and the capacity of the screw were as shown in the figure.
From this it can be seen that the first pitch of the screw takes up almost 50% of the total capacity. In other words: only 10% of the screw length is responsible for 50% of the capacity.
This causes a relatively very high product velocity above the first 10% of the screw. In this situation the vertical velocity above the other 90% of the screw was so low that flow above this part did not occur at all.
Based on the internal and wall friction of the products a screw has been designed, so that product will be discharged over the length of the screw. With this new screw flow problems no longer occurs. See article screw design for more details.
Directives for feeder design
There is no overall theory for the design of feeders. There are however a few points of attention, that must be taken into account when designing feeders.
- The feeder must:
- be able to yield all demanded capacities;
- be adequate for all products handled;
- supply a flow as constant as possible, at every capacity;
- be well controllable over the whole range;
- discharge product evenly over the whole area of the opening;
- when using a screw feeder, the pitch must tuned to the product characteristics, so equal withdrawal is ensured.
When vibratory feeders are used in combination with other feeders or transport devices, the vibratory unit must determine the capacity. For example in the combination of vibrating bottom and transport screw, the latter must have a significantly greater capacity, to prevent the bottom from blocking. See article screw design for more details on screw feeder design.