Sifting Machines for sugar refining: quality and sustainability
In sugar refining, quality and sustainability are key. The RHEsono screening machine excels in achieving high product purity and energy savings.
INTRODUCTION
In today’s sugar refining landscape, the demand for both high-quality output and sustainable practices is paramount. While the fundamental principles of sugar processing have remained consistent, the drive for enhanced efficiency and reduced environmental impact has become a focus on key areas, such as screening technology. This paper delves into the challenges and solutions associated with screening diverse sugar types, with a strong emphasis on eco-friendly screening machines that deliver superior efficiency, minimize energy consumption, and significantly lower operational costs.
Recognizing that conventional screening processes, such as those used for initial washing or dewatering, are relatively straightforward, this paper focuses on the more intricate and energy-intensive screening stages involved in refining the final product. The absence of universal standards for sugar particle size distribution necessitates adaptable machinery capable of meeting diverse production requirements. Moreover, the escalating global demand for sugar often results in revamps of sugar plants in order to raise the capacity, while aiming to keep the energy consumption low. Thus, machines that are to be replaced have to have a higher capacity at the same footprint. Additionally, product qualities have to be kept constantly at a high level.
This paper will demonstrate the operational advantages of direct-excited screening machines as compared to traditional linear motion screens. Through a detailed case study, the analysis will quantify the energy savings and cost reductions achievable with these machines. The focus will be on the technical principles that enable high throughput and precise particle separation while minimizing energy expenditure, thereby contributing to enhanced process efficiency within sugar refining operations.
COMPARATIVE ANALYSIS OF SCREENING MACHINE PERFORMANCE
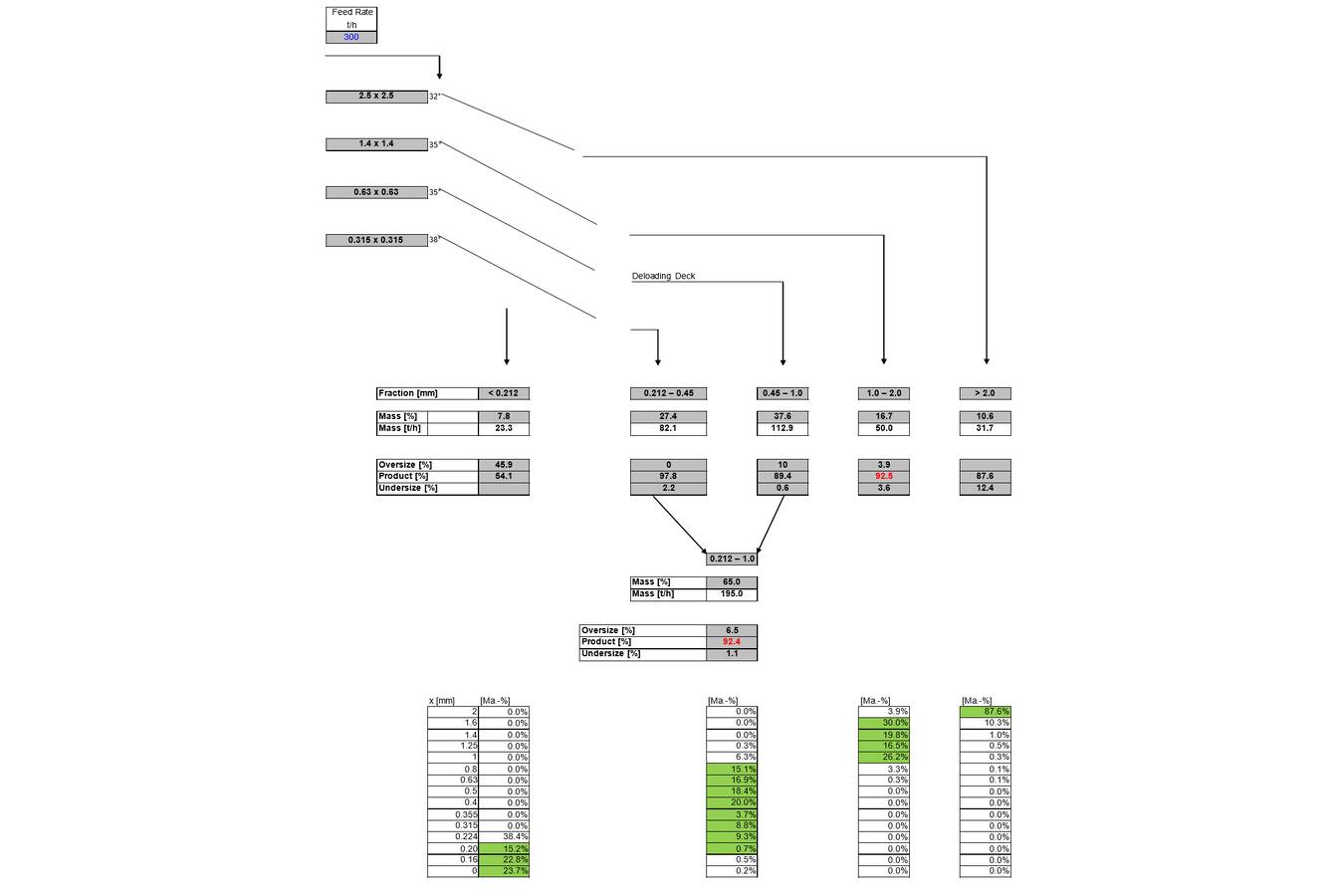
In order to give an overview about modern screening technologies for sugar and their energy efficiencies a case study was conducted. This case study shows a screening process for crystallized sugar with a particle size distribution between 0 and 5 mm. The goal is to classify sugar with the screen cuts 2.0 mm, 1.0 mm and 0.212 mm at a feed capacity of 300 t/h. The challenging task is the high product purity of ≥90% required by the customer that has to be guaranteed for the product fractions 0.212 to 1.0 mm and 1.0 to 2.0 mm at this constantly high feed rate.
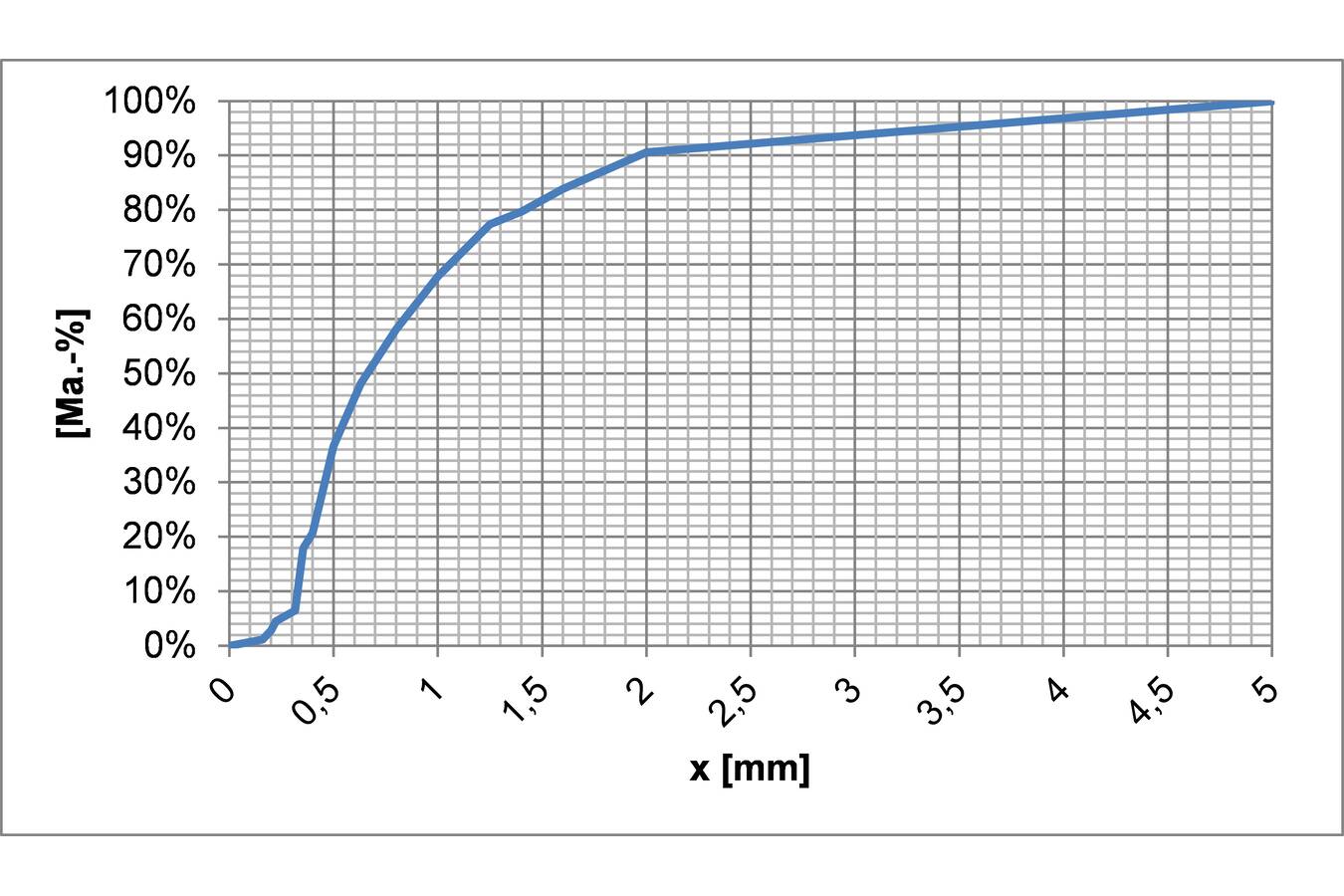
The particle size distribution of the feed material is shown in figure 1. The bulk density of the feed material is 0.88 kg/l. The angle of repose is 35°. The moisture content is less than 0.2% (m/m) H2O.
In order to solve this task, trials were made at the RHEWUM laboratory. The aim of the trials was to check whether the desired product parameters can be guaranteed and to find the most economical screen type and its required dimensions. The first step is to choose the best suitable and efficient screen type. Basically, these four different types of screens are currently used in the sugar industry:
1. Inclined Screens with Linear Movement
These screen types are usually called “sizers”. Their advantage is that the material flow on the screen cloth is fast due the inclination. Usually the inclination varies between 20° and 45°. Transportation speed can vary between 0.5 and 1.3 m/s. Thus, the capacity is relatively high. Nevertheless, this type of screen does not have cleaning devices that can be used for fine screen meshes, so the tendency to clog is high. Furthermore, the screening efficiency is relatively low due to the relatively short screen decks and the resulting residence time of the feed material on each deck.
2. Flat Screens with Gyratory Movement
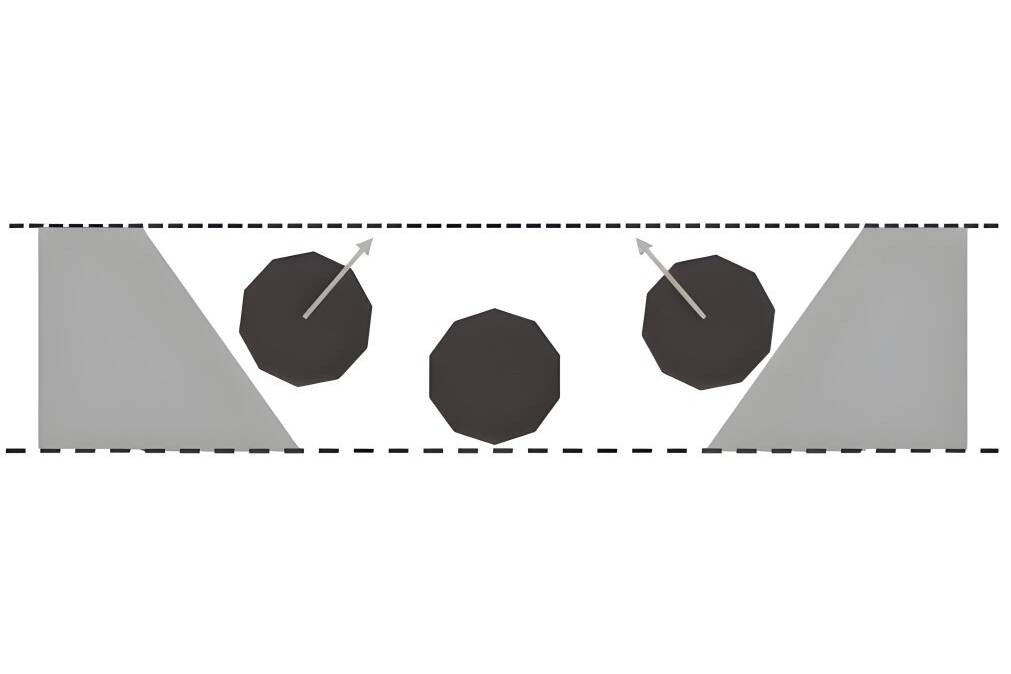
These screens normally have an inclination between 5° and 15°. The transport of the material results partially from the inclination and partially from the gyratory movement. The transportation speed of the material on the screen cloth is much slower compared to inclined screens. Therefore, the product layer on a flat screen with the same dimension of an inclined screen will be higher at the same feed rate. Usually bouncing balls are used as anti-clogging devices for this screen type. Due to the gyratory movement of the screen however, there is no force that throws the bouncing balls directly against the screen cloth. Therefore, the movement of the bouncing balls has to be deflected by inclined side walls.
Due to the geometry of the inclined side walls and the bouncing balls, the latter only have a limited impact zone on the screen, which is concentrated in the middle of each chamber. As a result, this screen type has a relatively low specific load and tends to clog relatively fast.
3. Flat Screens with Linear Movement
Flat screens with linear movement usually have an inclination between 0° and 10°. Typical representatives for these types of screens are the RHEstack (figure 2) and RHEflex (figure 3) screens.
Depending on the degree of inclination, the transportation only or mainly takes place by throwing the particles over a little distance with every screen oscillation. The transportation speed for this screen type is relatively low. It normally varies between 0.08 and 0.3 m/s. The specific capacity of such a screen is therefore low compared to inclined screens. An advantage compared to the flat screens with gyratory movement is that the bouncing balls are thrown directly against the screen mesh, thus preventing clogging efficiently. For coarse sugar separations (e.g. screen cuts >1.0 mm) or very high product quality requirements these screen type will probably deliver the best results.
4. Inclined Screens with Direct Excitation
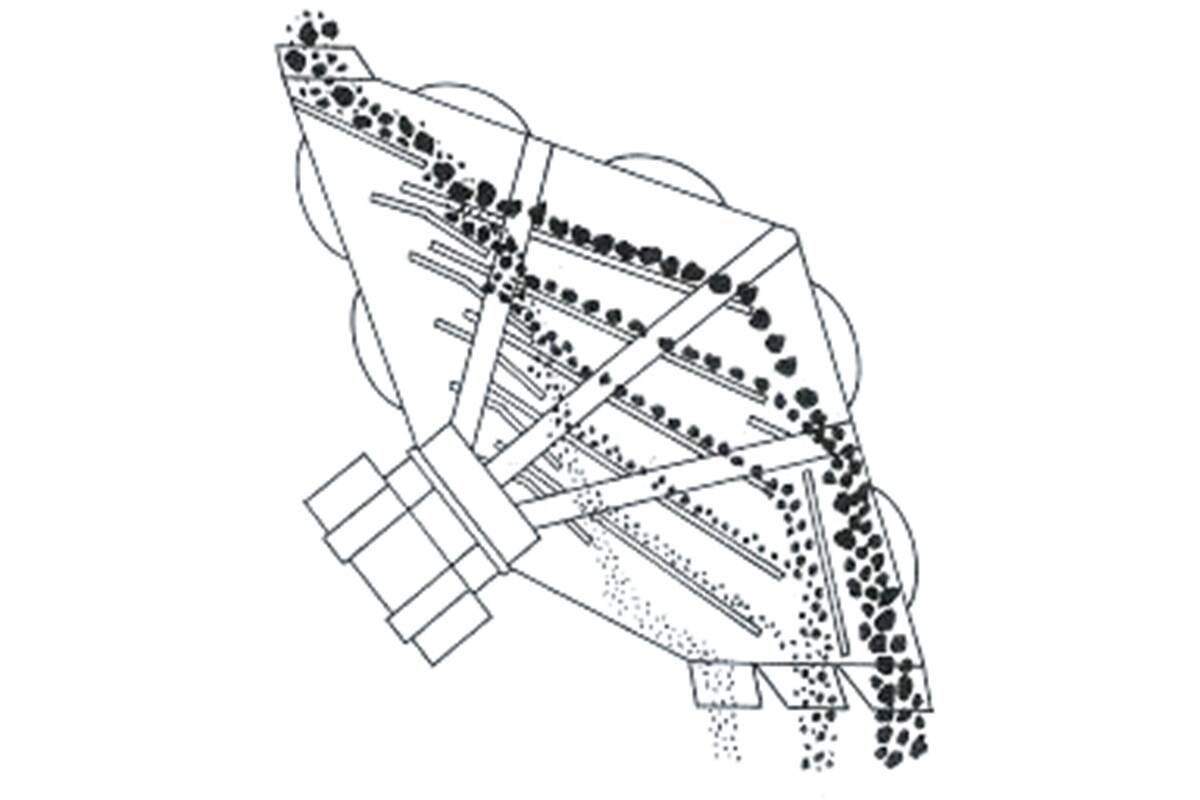
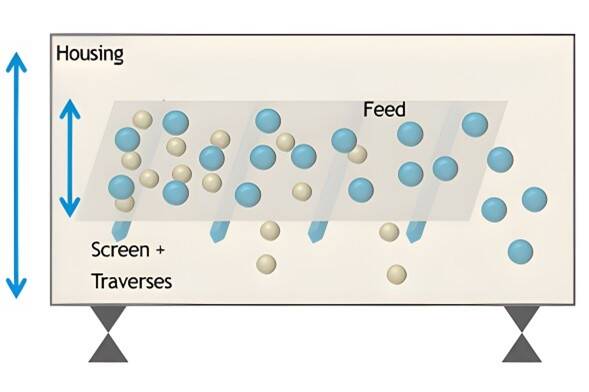
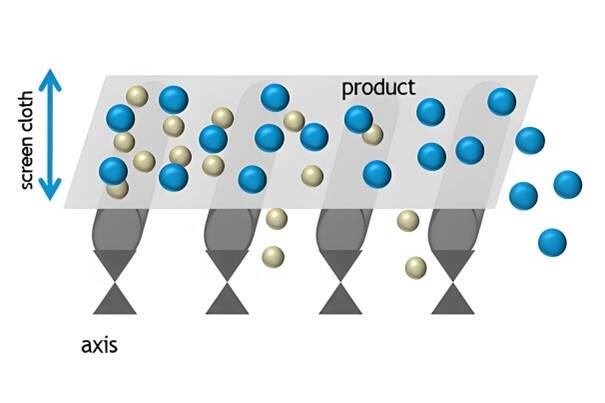
Inclined screens with direct screen cloth excitation are normally used when high feed rates and high product qualities are desired at the same time. A typical representative for this screening technology is the RHEsono® (figure 4) respectively RHEmoto (figure 5)
The material on the screen is thrown up from the screen mesh in right angles by a high frequent vibration of only screen mesh. For the screen type RHEsono® the vibration is generated by robust electromagnetic vibrating heads mounted outside of the machine, for the screen type RHEmoto® by small out-of-balance motors. Vibrations are transferred to the screen mesh by swiveling axes. At the screen mesh it accelerations up to 15 g and more can be achieved (1 g ≈ 9.81 m/s2). Due to the inclination, the transportation speed of material on the screen is very high, thus enabling a low product layer at high feed rates. Compared to inclined screens with linear movement, this type of machine is advantageous due the direct excitement of the screen cloth. This helps to disperse the material and to prevent the mesh from clogging efficiently due to the high forces impinging the product. Additionally, an automatic cleaning cycle can be set to increase the forces to a maximum periodically, resulting in highly efficient anti-clogging.
RHEWUM screening machines type RHEsono and type RHEmoto are dust-tight. The machine housing remains static. Therefore, no vibration and dynamic load are transferred to the building and the steel structure. Additionally, this system allows fixed connections without compensators to the on- and off-going aggregates.
Comparing these screen types it becomes clear that the RHEsono-screen will probably show the best results at the given screen task.
RESULTS
The results of the laboratory trial with the RHEsono® screening machine are displayed in figure 6. A so called de-loading deck between the 0.212 mm and the 1.0 mm screen cuts helps to relieve the high load on the lowest deck, thus improving screening efficiency. The relevant process parameter was to achieve product purities of more than 90% in the product fractions 0.212 – 1.0 mm and 1.0 – 2.0 mm, which could even be surpassed with product purities of 92.4% respectively 92.5%.
Based on the trial results it was possible to design the required machine size. For the feed of crystallized sugar at 300 t/h two RHEsono® machines with a width of 3.9 m and a length of 4.5 m were installed. To handle the same capacity at least eight linear motion “sizers” with a capacity of 37.5 t/h each would be necessary. However, long-term experience shows that due to the lack of cleaning mechanisms the efficiency on these screens drop dramatically during operation due to clogging.
Another technical advantage of the chosen inclined screens with direct excitation is the static housing, which transmits approximately 20 times less dynamic loads into the building, as fewer mass is moved. This will be explored more deeply in the following, where the moving mass and the energy consumption between those two types of screening machine are examined.
Moving Mass of Linear Motion and Direct-Excited Screens
A typical “sizer” type screening machine used in the sugar industry weighs approximately 3.5 t. As the entire machine is vibrating, for 300 t/h of sugar feed approximately 28 t mass are shaking in the screen house (excluding screen feeders). This not only creates significant static, but also dynamic forces in all directions that have to be considered when designing the building’s structure.
The two direct-excited RHEsono screening machines required for a feed capacity of 300 t/h weigh approximately 26.5 t combined (including under hoppers, excluding feeders). The moving mass however consists only of the knocker shafts, which sum up to about 5.6 t.