To meet the rising global demand for natural ingredients, a leading biotechnology firm has scaled its production of enzyme blends for the flour and bakery sectors. This expansion centers on a new, high-precision automated dosing system designed for ultra-low dust emissions and seamless ERP integration.
Overcoming Complex Engineering Challenges
The project demanded a delicate balance between extreme precision and rigorous safety standards. Key technical requirements included achieving a dosing accuracy of ±5 grams while maintaining dust emissions below 0.6 mg/m³. Furthermore, the solution had to be retrofitted into a space-constrained facility, requiring a design that facilitated easy cleaning and integrated both bulk flour handling and liquid dosing into existing mixing processes.
Advanced Dust Containment and Ergonomics
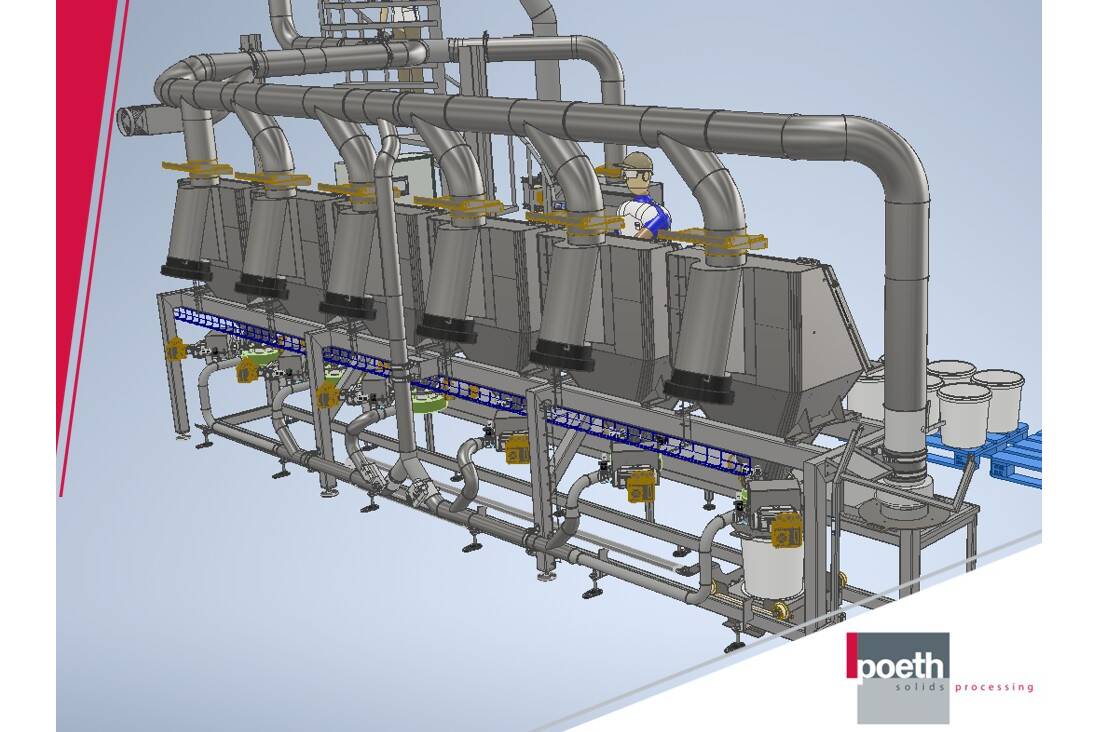
To protect operators from airborne particulates, the system utilizes dust-controlled bag dumping stations featuring laminar airflow. This design was chosen over glovebox alternatives to prioritize ergonomics without compromising safety. A critical innovation is the continuous liner ”endless bag” system, which seals empty bags immediately, eliminating the dust release typically associated with manual bag disposal.
Achieving High-Precision Micro Dosing
The heart of the facility is a mobile weighing station fed by sanitary dosing valves. By utilizing a specialized dust-free connection that does not interfere with scale sensitivity, the system ensures high-accuracy measurements. To prevent cross-contamination between different enzyme batches, the engineers opted for a manual discharge into the mixer rather than a pneumatic conveying line, ensuring total batch integrity.
- Sanitary Dosing: Ingredients are discharged through specialized valves into mobile containers.
- Contamination Control: A manual discharge process replaces pneumatic lines to eliminate residue.
- Weighing Integrity: Innovative connections allow for dust-free transfers without impacting weight accuracy.
Efficient Bulk Material Handling
The carrier material, such as wheat flour, is managed via a robust bulk handling circuit. Big bag unloading stations feed into a mobile vibratory screening unit, which then transfers the material through a vacuum conveying system. A weighing vacuum receiver situated above the mixer employs a loss-in-weight principle, ensuring the main ingredients are fed as accurately as the micro-additives.
Integrated Automation and ERP Connectivity
The entire production line is governed by an advanced automation platform that bridges the gap between the factory floor and management. By downloading recipes directly from the customer’s ERP system, the installation removes the risk of human entry errors. This digital thread is completed by integrated label printing, providing comprehensive batch traceability and ensuring the facility is ready for future scalability.
- Automated Recipes: Direct ERP communication removes the need for manual data input.
- Error Mitigation: Precision automation significantly reduces the risk of batch spoilage.
- Full Traceability: Integrated labeling ensures every batch is tracked throughout the lifecycle.