Custom Made Screw Conveyors from Jansen&Heuning
Since 1901, Jansen&Heuning designs screw conveyors that combine proven reliability with custom made solutions for bulk handling.
Screw Conveyors: Proven and modern
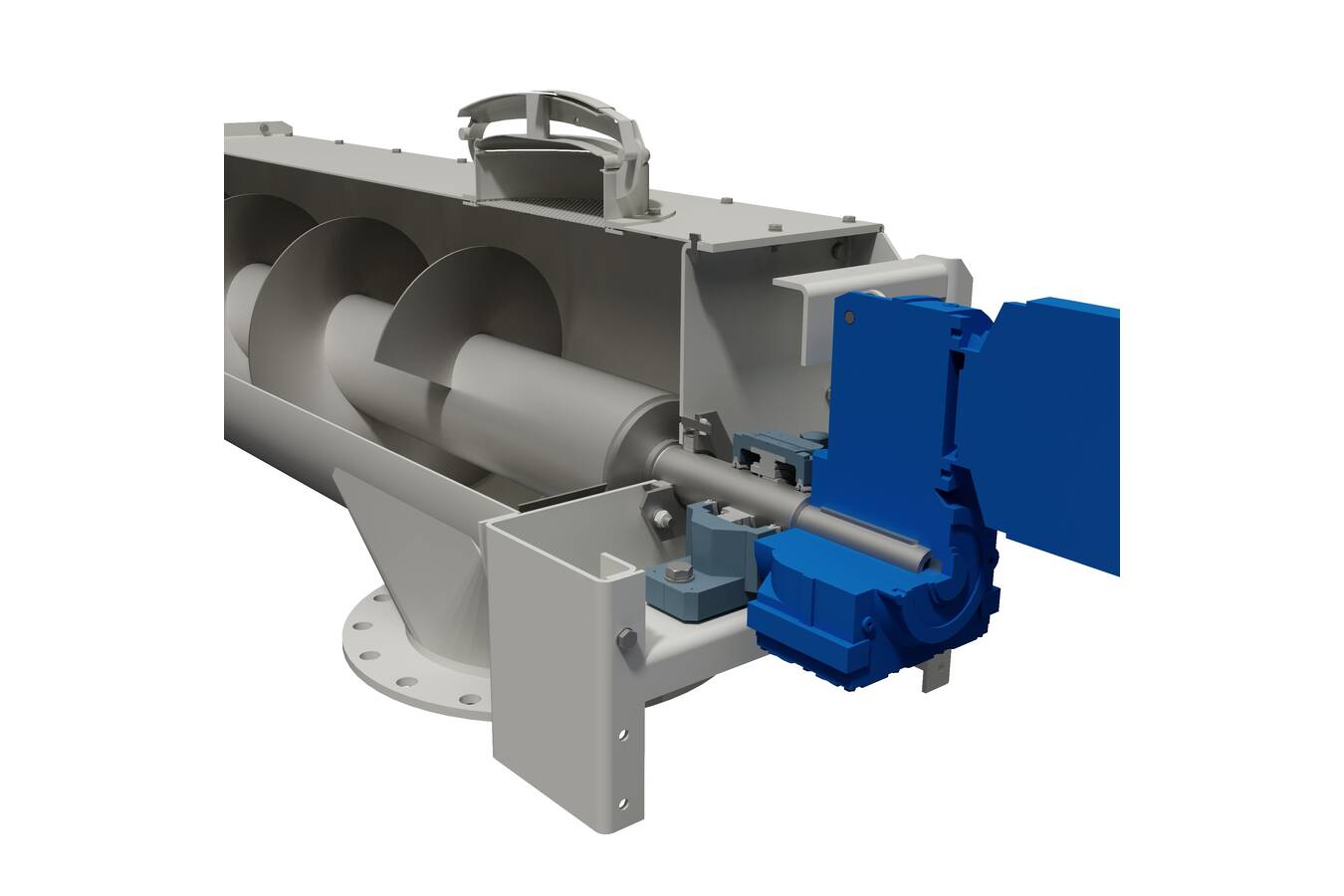
Proven bulk handling technology in modern production, closed or open, controlled conveying for bulk materials. Screw conveyors are systems designed for controlled conveying of bulk materials over short to medium distances. A rotating screw, driven by a geared motor, moves the product through a pipe or trough. Depending on the layout, screw conveyors support horizontal, inclined, and also vertical transport, with multiple possible inlets and outlets.
The possibility of an enclosed design ensures dust-free operation, making it suitable for applications requiring dosing, mixing, cooling, or heating. When equipped with a dosing screw, the screw conveyor provides precise product feed.
Applications Across Industries
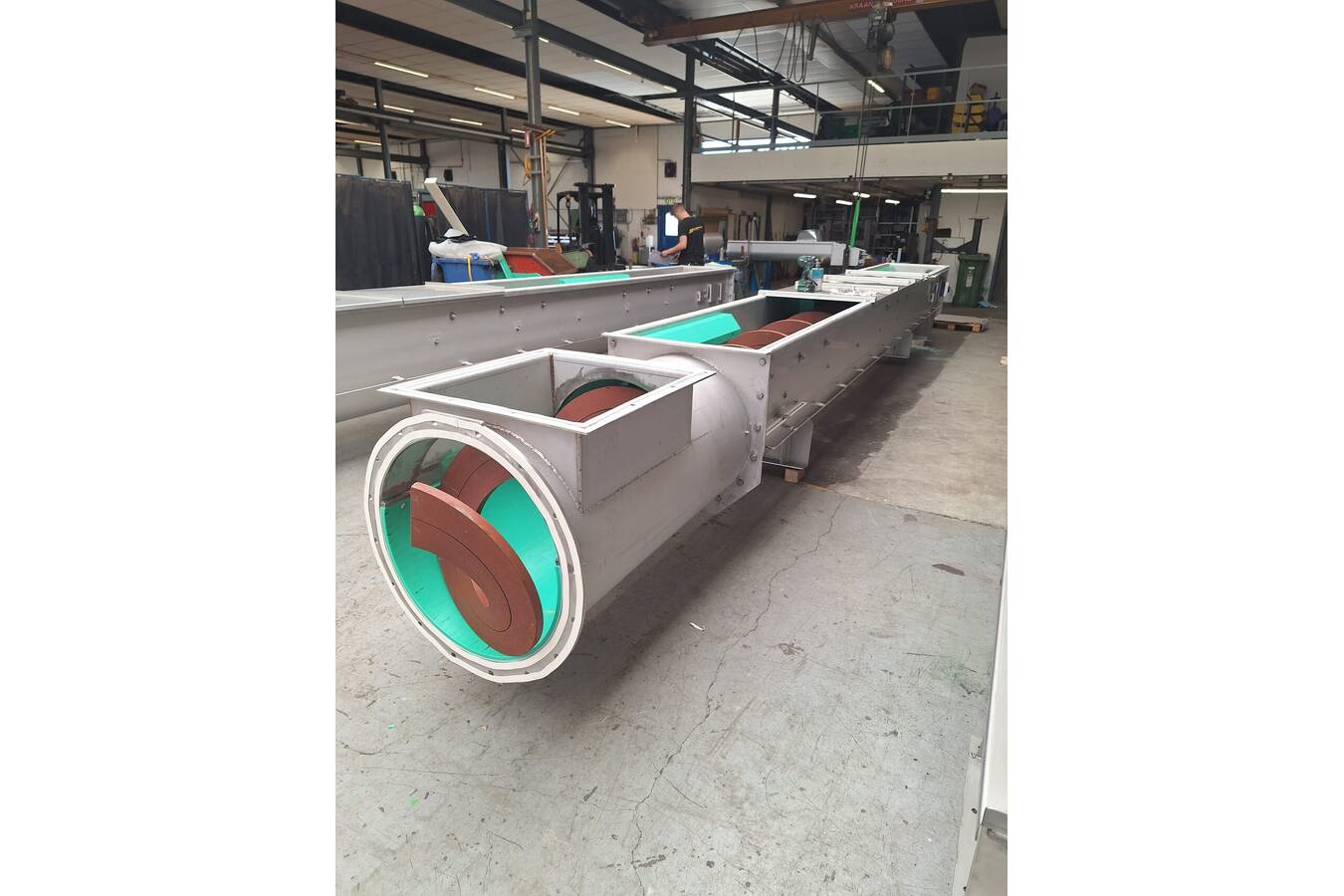
Jansen&Heuning’s screw conveyors are widely used in sectors such as food processing, chemicals, recycling, and many others. Their modular design allows for easy customization to specific product characteristics and space constraints.
Where continuous mixing is required during transport, a dedicated continuous mixer provides a more suitable solution. For conveying bulk product into silos or transfer stations, a bulk loading system complements the screw conveyor setup efficiently.
Proven solution for today’s needs
Screw conveyors by Jansen&Heuning are a proven solution, engineered for today’s needs. Screw conveyors represent a perfect balance between time-tested reliability and modern engineering. Whether for dosing fine powders, transporting sticky recyclables, or integrating into hygienic food-grade processes, these conveyors provide versatile and low-maintenance transport solutions tailored to today’s industrial requirements.
Other conveying systems
In addition to screw conveyors, Jansen&Heuning also supplies a wide range of other conveying systems for bulk materials, such as belt conveyors, chain conveyors, bucket elevators, and pneumatic transport solutions. These systems are tailored to the specific characteristics of the product and process. With our in-house calculation software, we accurately design each installation to match your capacity requirements, product flow, and layout constraints—ensuring a reliable and efficient solution every time.