Ready Beton has three concrete plants in Belgium and is part of the de Hoop Group Terneuzen. Headquartered in Antwerp, they produce 250,000 m3 tonnes of concrete per year in Belgium. In one of Ready Beton’s Belgian concrete plants, a bucket elevator is used to transport the raw materials. This very important piece of equipment was experiencing more and more unplanned downtime as the bucket elevator had reached the end of its life cycle.
End of the elevator’s service life
When the first signs showed that the elevator was becoming less reliable, Muller Beltex was asked to get the plant up and running again. After a comprehensive inspection, we realised that the bucket elevator housing was starting to rust in several places. The reason for this was that the conveyed product had a high salt content and the discharge plate was badly worn. The deflection roller had also reached the end of its service life.
Temporary improvement
To bridge the gap until a new bucket elevator could be installed,, several important adaptations were made to the existing elevator to avoid operational. We started with replacing the return bar pulley with an special engineered wing pulley which handles the spilled product better in the booth section which results in less product between the belt and the pulley and helps the bucket elevator run more smoothly.
The inlet section was improved, because it was too wide compared to the bucket width, and therefore an unnecessary amount of product remained in the booth section, leading to unnecessary wear of buckets and a much higher digging resistance. The energy consumption of the drives already decreased because of these adjustments.
Reliability and efficiency
Although there are lots of possibilities to extend the life of an asset, in some cases revision or replacing parts no longer ensures reliability. In the existing situation problems the following problems occurred:
- sticking to buckets, resulting in less capacity and more downtime and cleaning;
- unnecessary wear of belt and buckets;
- belt misalignment.
Therefore in this situation a completely redesigned new belt conveyor was the best solution.
Redesign and innovations
The belt and buckets where worn out so the had to be replaced. Here Zytel Nylon Maxi-lift CC Tiger buckets were chosen, these will reduce sticking problems. By adding Hardox digging strips every eight buckets the life cycle will be extended.
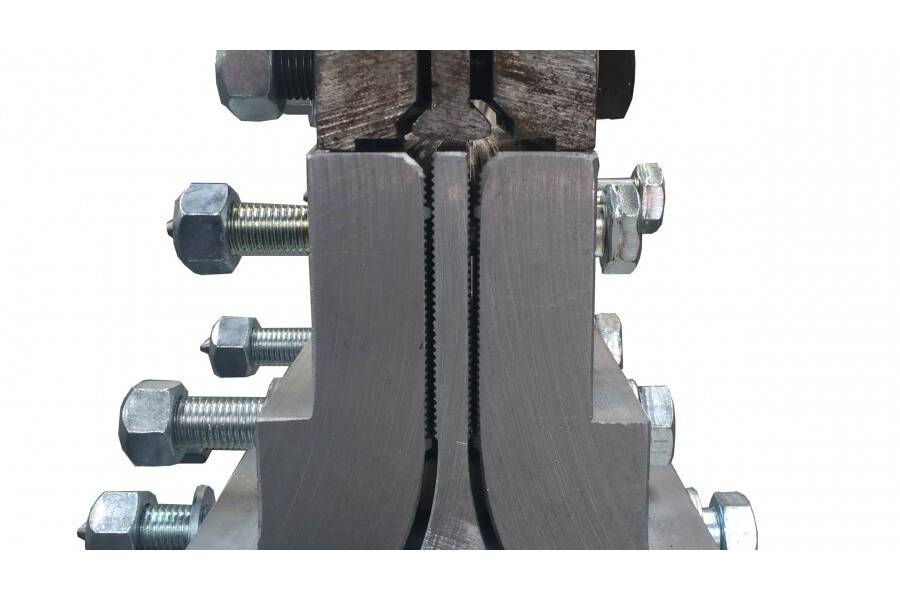
Another improvement is the Maxi-super belt splice, a product engineered and developed by Muller Beltex. It ensures a smoother run of the belt and less wear at the belt ends because of the replaceable wear parts on these fasteners. The Maxi-Super elevator belt fastener is which is fitted with a replaceable NBR or heat resistant rubber wear part on the aluminum wedge section. The rubber part wears down rather than the surface of the elevator belt. This increases the safety in the clamp fastener. Maxi-Super is widely applicable for elevator belts with a thickness of >10 mm because of the radius in the belt fastener.
All things considered, the fastener makes a substantial contribution to increasing the lifespan of the elevator belt. Together with our preferred construction company Breston we engineered a brand new bucket elevator with several new features to make it future proof.
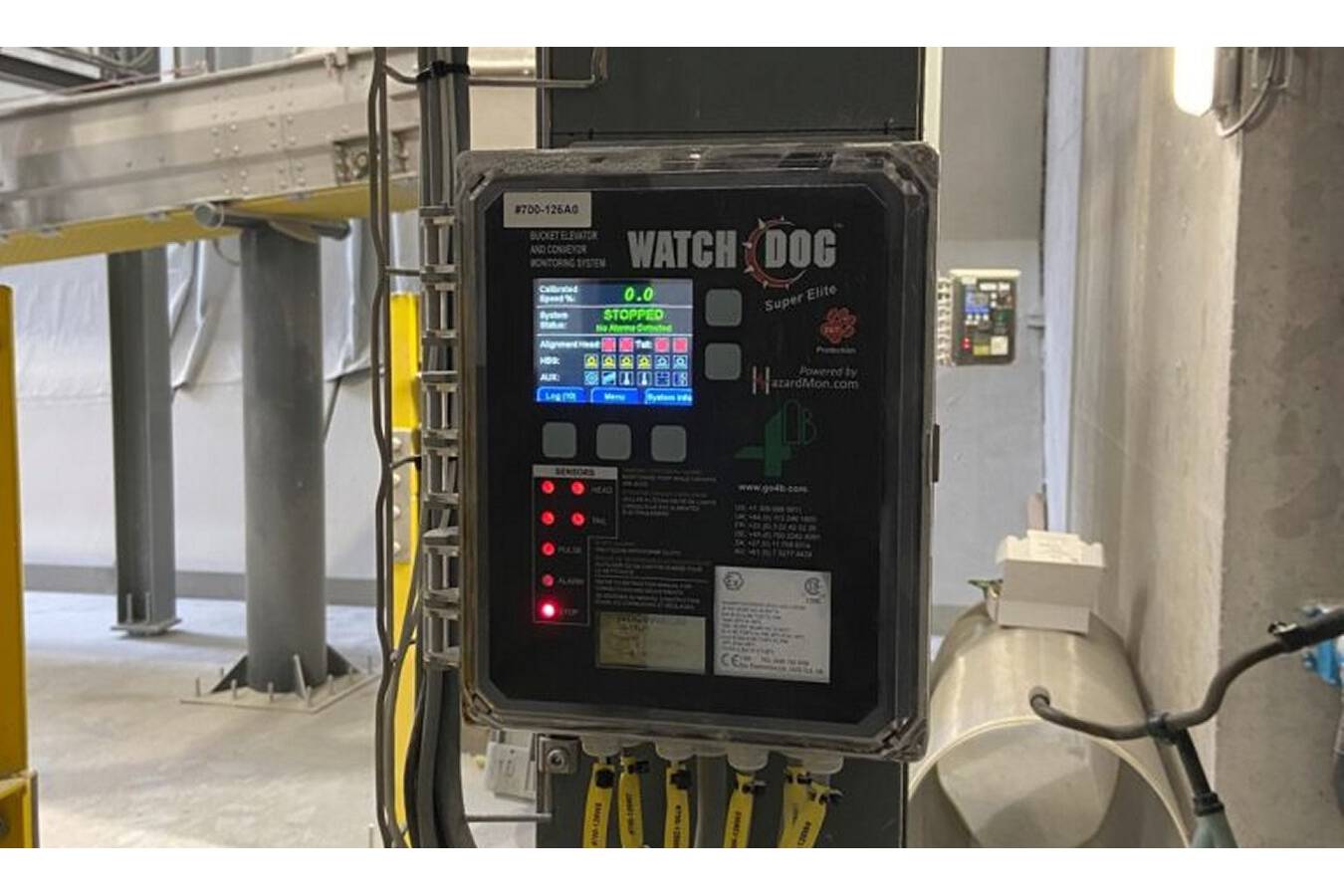
New features
- Belt misalignment monitoring
- Product flow sensors
- Adjustable discharge plate with Redi-liners Polyurethane and ceramic wear reducing panels
- Belt cleaner with KS03 polyurethane
- Kryptane® wear resistant polyurethane in the head section, boot section inlet and discharge section.