If samples taken from one batch have a different composition, this is called segregation or de-mixing. The samples may differ on the basis of the components present (different products) or the fractions present (different particle sizes). Segregation means that the properties of a batch of bulk material are no longer constant at every location, resulting in a loss of quality. Combating segregation involves many aspects.
by: ir. P.J. van der Kooi
This article deals with general influences and aspects of segregation. The second article in this series deals with the aspects specifically related to storage and flow in the silo.
Product properties and segregation
Global distinction
In mixtures of identical particles, by definition, no segregation can occur. De-mixing is a consequence of the difference in properties of the various components or fractions in a mixture. It can be caused by various mechanisms, in which the process also plays an important role. Segregation can occur at various places in an installation.
With regard to segregation, mixtures can be broadly classified into two groups:
- dusty mixtures and
- non-dusty mixtures.
“Dusty mixtures”
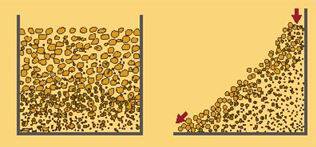
Dusty mixtures behave very differently from non-dusty mixtures when it comes to segregation. When a dusty mixture is deposited in a silo (e.g. sand and cement), the large particles come to a standstill relatively quickly, while the small particles (’fines’) swirl around. An excess of large particles will form below the dumping point (opposite, above). When de-mixing dusty mixtures, aeration - and more generally the influence of air currents - plays an important role.
“Non-dusty mixtures”
When dumping a non-dusty mixture, e.g. sand, the larger particles move faster and for longer than the smaller ones. Then there is an excess of small particles below the dumping point.
Product properties and segregation
The global classification dusty/non-dusty shows the influence of air or aeration. his is only one of the factors that influence segregation. The physical properties of the particles or particle population is of great importance; i.e. the forces acting on the particles and the condition of the product. Specifically, these include:
- average particle size
- particle-size distribution
- particle density (solid density) and bulk density
- shape and surface of the particle
- elasticity (or brittleness) of the particle
- cohesion and adhesion properties
- internal friction and wall friction
- sensitivity to temperature,
- moisture content and influence of free moisture
- electrostatic charge
Some of the properties mentioned affect the forces acting between the particles. The greater these forces, the more difficult it is for the particles to move and the less segregation will occur. Some properties, however, promote the mutual movement of the particles. And more more movement usually means more segregation. Insight into these properties makes it possible to better control segregation.
Grain size
In practice, the difference in grain size is by far the most important parameter; differences in density and shape are relatively unimportant. Segregation occurs more quickly when the particles can move more easily (low internal friction, little cohesion) and the mutual differences in size, shape and weight are greater.
Segregation mechanisms
Percolation, sifting
Various mechanisms can be distinguished in the segregation of mixtures. Percolation can occur when there is a difference in particle size. This means that in a static batch of bulk material, the fines between the larger particles find their way down.
When the batch is in motion, this type of segregation is also referred to as ’sifting’.
Difference in angle of repose
Segregation can occur as a result of a difference in the angle of repose (slope angle) of the various components or fractions. The material with the greatest angle of reposeremains closest to the point of impact.
Difference in density
Sometimes the driving force behind segregation is a difference in (solid) density. The heavier particles ’sink’, while the lighter ones ’float’ upwards. This mechanism is only possible if the particles have a large freedom of movement.
Wedge effect
It can also happen that the fines in the mixture push the larger particles upwards. This is referred to as a wedge effect. This only occurs in mixtures or products where a relatively large amount of fines are present. The bed of fines must be strong enough to carry the larger particles. Some product movement, such as vibration, is also necessary.
Dynamic behaviour
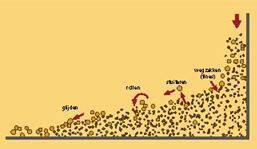
Segregation can also occur as a result of the dynamic behaviour of particles. When a relatively dense layer of fines has been formed under a dumping point (by sifting), the heavier and more elastic particles will roll and bounce even further. Fines are ’trapped’ between the larger particles near the dumping point (percolation). Depending on the direction of dumping and the freedom of sliding, different profiles will be created. Avalanches lead to even larger particles on the outside.
Blowing away
Another mechanism is the "blowing away" of the fines under the influence of an air flow on a material stream.
Attrition
Attrition (breakage of particles) is not really a segregation mechanism, but it leads to more fines, which influences the different types of segregation.
Installation, equipment
Segregation can occur at various locations in the installation
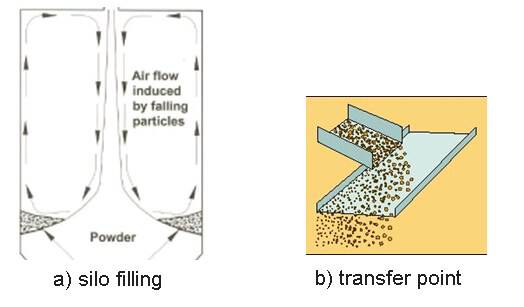
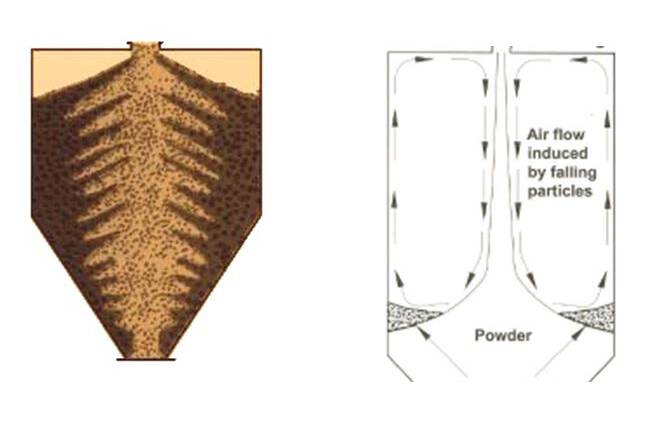
- When a product falls freely, for example when filling a silo, especially the outer side of the product flow is influenced by the air flow (a).
- In chutes and transfer points. Here wall friction also plays a role.
- Stockpiling the product, where it falls and rolls.
- Aeration of a product, as this increases the freedom of movement of the particles.
- Shear surfaces formed by equipment (e.g. a chain conveyor) or randomly shaped (e.g. in a silo) can give rise to segregation.
- Flow pattern and conditions in a silo. Thus, the shape and use of the silo influences the occurrence and extent of segregation.
- On a belt conveyor, the movement of the belt over the carrier rollers causes a vibration which promotes the percolation of fines. When depositing, the ’sticking’ to the belt can cause the fines to follow a different deposition route.
Process conditions
Processes and process conditions also influence segregation. Of the various (accelerating) forces that play a role in segregation, gravity is in many mechanisms the most important. But temperature, humidity and moisture content are also of influence. These factors affect the properties of the particles and thus segregation. For example, the temperature determines the viscosity of the air in the bulk material. This in turn has consequences for the de-aeration rate of the material and - by extension - the occurrence of segregation. In the case of ’dusty’ products, reduced ambient pressure can make the product airier, which makes segregation easier.
Vibration increases the mobility of particles, which is an important factor in segregation mechanisms. Moderate vibration will cause percolation, which will bring the fines to the bottom. Strong vibration can cause fluidisation, causing the larger or heavier particles to sink.
It should also be taken into account that small product flows (low capacity, flow rate) are more sensitive to segregation than large batches. On the other hand: for a powder to flow, it must be (slightly) aerated. With larger capacities, the required air can cause segregation.
Remedies
Because segregation is related to many influences and mechanisms, a vast arsenal of methods is also available to prevent or combat segregation. The remedy may focus on:
Product properties
With regard to the product properties, it is possible to limit segregation:
- By reducing the differences in particle size, for example by removing fines or preventing attrition.
- Sometimes the shape of the particles can be changed in such a way that they flow less easily.
- Change the ratio of larger to smaller particles.
- A well-known method is to add some moisture or other binder.
- A change of the environmental conditions (especially temperature and/or humidity).
Installation
An installation can be adjusted in such a way that the product does not get more freedom of movement than necessary. The free-fall distance and horizontal movements must be limited as much as possible. In a silo one should aim for mass flow. Furthermore, it is recommended to withdraw bulk material from a silo at several points and to mix the different fractions again.
Process adjustment
Segregation can also be combated by adjusting the process.
- For example, one can decide not to refill a silo in the meantime.
- Sometimes it is possible to adjust the flow rate and to work in batches.
- The sequence of a process is also a factor. It is better to store first and only mix upon release (i.e. mix as late as possible).
- Mixing operations (and in particular the outlet of the mixer) must also be critically examined.
- Vibrations, for example during transport, promote segregation and should therefore be avoided as much as possible.
- Better control of temperature and pressure.
- In the case of ’dusty’ products, it is important to vent quickly, if necessary by force.
REFERENCES
1. User Guide to Segregation, L.Bates, Ed. by George Hayes, Pub. by British Material Handling Board, 1997, ISBN 0946637113.
2. Powder Handling & Processing, Vol.10, no.2, pp.135-138.
3. Handbook of Powder Science & Technology, Van Nostrand, 1984, Ch. 9.13 Particle segregation during storage and flow.
4. Particle segregation... and what to do about it, J. Johanson, Chemical Engineering, May 8, 1978, pp. 183-188.
5. An anti-segregation tube to counteract air current segregation, A. Dyroy and G. Enstad,
6. Postec Newsletter, Nr 16, 1997, pp.27-29.
7. Re-mixing of a segregated product during discharge from a mass flow silo, L.Bates,