The flow and operational benefits of mass flow are now well known, but the size of headroom required for the adoption of this flow regime is often a strong disincentive to its wider adoption. However, it is important to appreciate that there are three separate reasons to adopt a mass flow design and that one of these can be more economically secured by an expanded flow type of construction.
Reasons for mass flow design
- To avoid dead reasons of storage for materials that may deteriorate in either flow condition or value over time in storage zones that have indefinite holding periods. It should be noted that this reasons only applies if the hopper is to be refilled before it completely empties.
- To minimise segregation by virtue of a mainly ‘First-in, first-out’ flow pattern. Velocity gradients across a converging flow channel upset a true reversal of the loading sequence.
- To secure reliable flow though smaller outlets and avoid the danger of ‘ratholes’, as these cannot form when the foundations are in a state of constant slip. Note that, size for size, the rate of unconfined discharge is less in mass flow than funnel flow as the height of free fall from the ‘stressed arch’ over the outlet is smaller and the outlet is usually smaller as well.
Common hopper design rarely shows mass flow
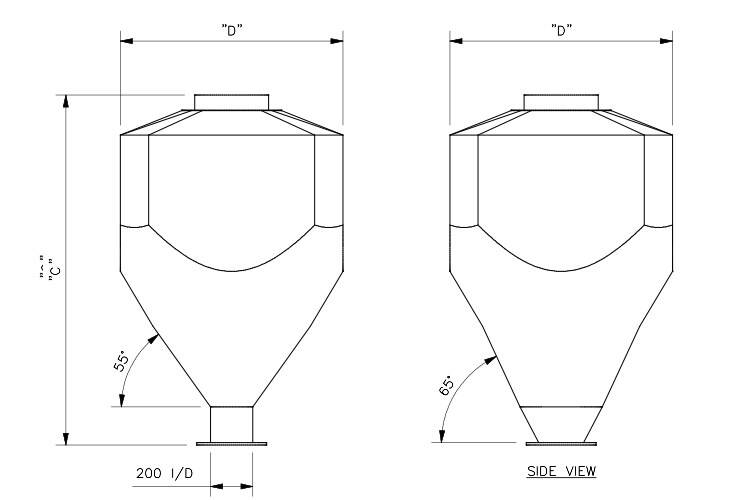
A hopper that is fully discharged before a re-fill may be quite adequately served by a funnel flow form of hopper construction, providing reliable flow or segregation are not issues of concern. If the purpose of mass flow is to secure improved flow benefits when handling poor flow materials, full mass flow of the whole hopper is not essential and an expanded flow form of construction will suffice, provided it extends beyond the critical rathole size. In practice, a common hopper design adopts a conical shape that has a wall inclination of 60º to the horizontal. Irrespective of the material of construction, this angle of slope is very rarely adequate for mass flow, but is over-generous for self-clearing, so is usually an inefficient design. Headroom can usually be saved, and flow performance improved, by adopting an expanded flow form of construction.
The transition point of converting from funnel to mass flow must be made at a diameter larger than the critical rathole diameter and the respective wall slopes of the two regimes based on the measured angle of wall friction between the bulk material to be stored and the contact surface of the material of bin construction, one for wall slip and the other for self-clearing.
Radial to plane flow
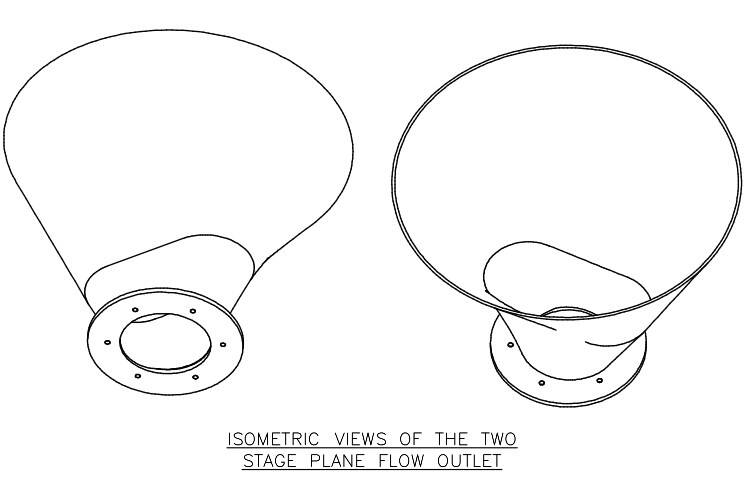
Separating the design of the main body of the hopper from the outlet region allows a transformation to be made from radial flow to local mass flow, but further flow and operational benefits may be gained by changing to a plane flow pattern, as this provides a wall inclination saving of approx. 10º and a smaller width of final outlet may be used than on a conical hopper. A feeder can be used to expand the flow pattern, but must generate progressive extraction to enable mass flow. It will also enhance the storage volume, maximise many flow and operational benefits and help to rectify any segregation that may have occurred during the filling of the hopper. If segregation occurs during filling it is most desirable that the extraction rate from the hopper is as even as possible.
This is not a matter of providing uniform ‘draw’ from the feeder, which would be a difficult enough task because of intrinsic characteristics of belt and screw feeders, but of matching the extraction with the area of the body section of the hopper, which is another reason for treating the hopper and feeder design as an integrated assembly. Eccentric draw can have dangerous structural implications in tall, slender silos as it can lead to buckling and potential collapse.
Lynflow
Hoppers and feeders are generally considered to be passive elements of a process or production line, but they actually play an active part in the system. Expanded flow is a widely neglected method to obtain the flow benefits of mass flow at all scales of use. Examples from the Ajax ‘LynflowTM’ range of equipment show how expanded flow is applied to IBC’s.